| TORSION BARS |
Torsion bars are excellent application for shot peening (Fig. 10) shows the increase in fatigue resistance made 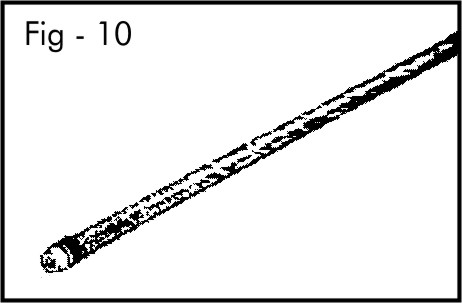 possible by shot peening torsion bars. Torsion bars are often preset to increase their ability to carry a load without taking a set in service. shot peening should be accomplished before presetting Torsion bar fatigue. Cracks Some time Starts in because at tools make or notches possible by shot peening torsion bars. Torsion bars are often preset to increase their ability to carry a load without taking a set in service. shot peening should be accomplished before presetting Torsion bar fatigue. Cracks Some time Starts in because at tools make or notches |
|
| VALVE SPRINGS |
Various sizes of valve springs are the heart of compressors, internal combustion engines and pumps. The application of flapper (Fig. 11) valves and other highly stressed precision stressed precision spring 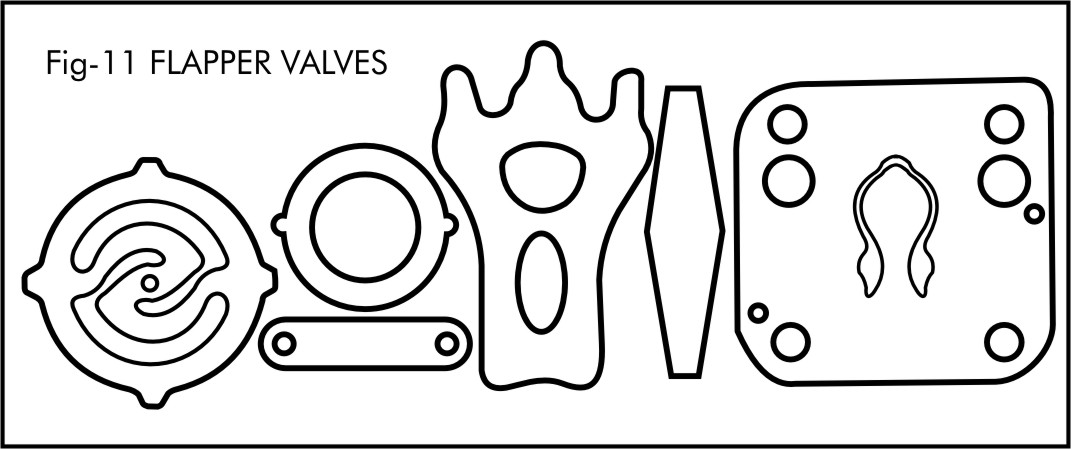
stressed precision spring steel components requires resistance to flexing fatigue, high impact loads and extreme operational stresses. To meet the demand of surface refinement and controlled redious on difficult inside edges. For certain compressor and two-cycle applications which requires the highest degree of precision and dependability, shot peening is recommended. |
|
|
| PEEN FORMING |
Peen forming is a dieless forming process performed at room temperature. During the process, the surface of the work-piece is impacted upon by small, round steel shot. Every piece of shot impacting the surface acts a tiny peening hammer, producing elastic stretching of the upper surface and local plastic deformation that manifests itself as a residual compressive stress. The surface force of the residual compressive stress combined with the stretching causes the material to develop a compound, convex curvature on the peened side.
(Fig. 12) The process is ideal for forming large panel shapes where the bend redious is reasonably large without abrupt changes in contour. It is best suited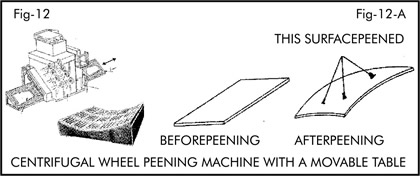 for forming curvatures where the redious are within the metal's elastic range. The sketch below shows an integrally stiffened wingskin being peened in peen forming machine, which has for forming curvatures where the redious are within the metal's elastic range. The sketch below shows an integrally stiffened wingskin being peened in peen forming machine, which has |
|
|
|
| the necessary controls to achieve varying curvature requirements along the skin while compensating for varying thickness, cutouts and reinforcements, as well as distortion caused by machining or heat treatment. |
|
| WORK HARDENING |
| On materials such as stainless steel, inconel, manganese steel, satellite and hastelloy, shot peening can produce a substantial increase in surface hardness. This can be of particular value on parts which cannot be heat treated and require wear resistance on the surface. |
|
|
| OIL SEALS |
| Oil seal leakage problems can range from the annoying to the critical and losses can be costly in terms of damaged equipment and down time. With increasing need for higher speeds and higher pressures, the problem is becoming more severe. Many machining operations produce sharp scores or directional textures which are costly and difficult to control. However the shot peening process is able to help prevent seal leakage at an economical cost with repeatable results. |
|
|
| SHOT PEENING CONTROL |
There is no nondestructive production method to determine proper shot peening on a part. Therefore strict control during the shot peening process is essential to ensure repeatability and uniformity on a part to part and lot to lot basis, while conforming to the applicable specifications. The shot material, size, shape and hardness as well as velocity and impact angle must be rigidly controlled to provide consistency in peening results. In order to effectively control the shot peening process, these parameters must be addressed in the following order:
1) Media Control. 2) Intensity Control.
3) Coverage Control. 4) Equipment Control. |
|
|
| MEDIA CONTROL (STEEL SHOT ) |
Media typically used for shot peening are small spheres of cast steel, conditioned steel shot or (both carbon and stainless steel), ceramic and glass materials. Usually cast steel is employed, but stainless steel cut wire shot is used in applications where iron contamination on the part surface is of concern. Glass beads are also used where iron contamination is of concern and since they can be both smaller and lighter than other media, they are often used to peen into sharp radii or threads and when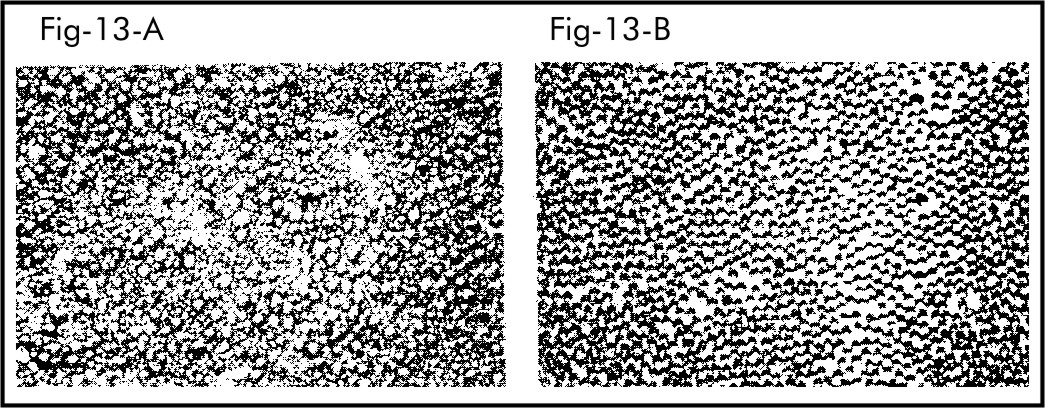 very low intensities are required on delicate parts. very low intensities are required on delicate parts.
Peening media must be uniform in size and essentially spherical in shape with no sharp edges or broken particles. (Fig. 13-A) is a photograph of unacceptable peening |
|
|


 SHOT PEENING INCREASES FATIGUE
LIFE OF AUTO COMPONENTS (3/4)
SHOT PEENING INCREASES FATIGUE
LIFE OF AUTO COMPONENTS (3/4)
