Rocker Arms - Leaf Springs - Helical Springs - Axles - Pinion Gears - Splines - Bearings - Pistons - Bevel Gears - Valve Inserts - Crankshafts - Steering Knuckles - Piston Gears -Helical - Gears - Ring Gears - Jet engine blades - Propeller shaft - Chain links - Transmission shaft - valve spring - Torsion bars - Turbine wheels - Compressor blades - cylinder Blocks This list Constantly increase as more research is done.
lest as now study some at the application |
|
| A - CRANKSHAFTS |
The most highly stressed area of a crankshaft is the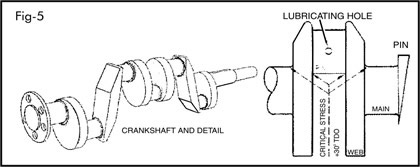
crank pin bearing fillet (Fig. 5). The high stress point is the bottom side of the fillet when the pin is in the top dead center position during the firing cycle. It is common for cracks to initiate in this pin fillet and propagate thrugh the web of the crankshaft to the adjacent main bearing fillet, causing fatigue failure. In Fig. 5 which refers to 6 cylinder 4340H forged crankshaft, the unpeened part has fatigue strength of 52 KSI while the shot peened crankshaft has the fatigue strength of 72 KSI, a 38% improvement. |
|
| B - GEARS |
Shot peening of gears is one of the more common applications. Gear applications range from automotive, to heavy vehicle to marine transmissions to axle drive gears to small gears used in power tools and to very large gears used in transmissions for large ships and mining equipment (Fig.6)
The fillet at the root of the gear are usually the areas of high stress and should be shot peened. However it has also been shown that the tiny indentations produced by shot peening on the face of the gear act as very small oil reservoirs which help promote better lubrication, reduce fretting, noise, spalling, scoring and lower operating temperature by reducing friction. Gears which have to be held to very close tolerances may be lapped or honed after shot peening, provided the lapping or honing operation does not remove more than 10% of the depth of the compressive stress induced. gears are frequently shot peened after carborizing it is found that life case hardned honed gear after shot peening increase considerably. |
|
|
| C - POWDER METALLURGY |
| The dynamic properties of sintered components may be enhanced by shot peening. Improvement in fatigue life is the result of increased hardness and residual compressive |
|
|
|
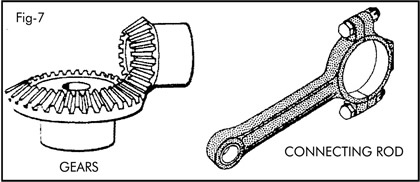
stresses. Optimized peening parameters have been shown to raise the endurance limit of sintered steel alloys by 22% and the fatigue life by a factor of ten (Fig. 7) This suggests that highly stressed automotive components such as gears and connecting rods should be considered good candidates for sintered steel. |
|
| SHAFTS AND AXLES. |
| All sizes and many types of shafts and axles are shot peened to improve their fatigue properties. In some instances, peening is required only in key ways, splines, fillets, shear sections or other changes in cross section. |
|
|
| SPRINGS |
Compression coil springs are probably the best known and most widely used parts that are shot peened. All automobile engines contain shot peened valve springs and have done so for many years. Springs made of wire sizes as small as .005 inch (.13mm) diameter and as large as 3.0 inch (76.0mm) have been successfully shot peened to increase fatigue resistance. (Fig. 8) shows the increase in safe stress ranges of coil springs made of various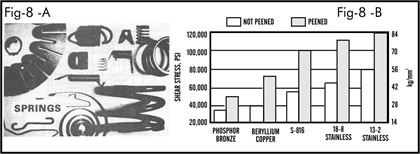 metal alloys. The fatigue resistance of extension springs and coiled torsion springs can also be increased by shot peening. metal alloys. The fatigue resistance of extension springs and coiled torsion springs can also be increased by shot peening. |
|
| |
| STRESS PEENING OR STRAIN PEENING |
For parts which are stressed in one direction only and for which longer fatigue life is desired that can be obtained from conventional shot peening, stress peening (also called 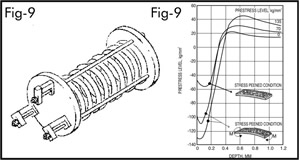 stain peening) can be applied. The part is shot peened in a stressed, or laded, condition. In stress peening, an even higher residual compressive stress is produced that can be obtained with normal shot peening. The values of compressive stress induced by stress peening can be as high as the compressive yield stress of the material itself. (Fig. 9). stain peening) can be applied. The part is shot peened in a stressed, or laded, condition. In stress peening, an even higher residual compressive stress is produced that can be obtained with normal shot peening. The values of compressive stress induced by stress peening can be as high as the compressive yield stress of the material itself. (Fig. 9). |
|
|


 SHOT PEENING INCREASES FATIGUE
LIFE OF AUTO COMPONENTS (2/4)
SHOT PEENING INCREASES FATIGUE
LIFE OF AUTO COMPONENTS (2/4)
