 water pump bodies, exhaust mufflers, Armature Covers, Aluminum die casted components etc.
The Shot Blasting provides uniform, homogeneous matte surface. In addition to deflashing it is an inspection tool, revealing defects in casting and minimizing porosity problems. water pump bodies, exhaust mufflers, Armature Covers, Aluminum die casted components etc.
The Shot Blasting provides uniform, homogeneous matte surface. In addition to deflashing it is an inspection tool, revealing defects in casting and minimizing porosity problems. |
|
|
| Continues Monorails
(Fig - 7) |
Monorail Hook Shot Blasting Machines, available semi automatic or fully automatic. The parts are suspended on the trees, hung on hangers or special fixtures and carried in to abrasives stream.
Shot blasting removes sands, scale from castings like Cylinder
| Blocks, Cylinder Heads, Tractor and Diesel Engines Components, removes rust from Fabricated structures of Earth Moving Equipments etc.
Fig - 7
 |
 |
|
|
| |
| Wiremesh Belt Conveyor Machine :
(Fig - 8) |
Wire mesh shot blasting machine are suitable for castings with thin fins which can not be tumbled in tumblast machine. Wire mesh machine is also suitable for fabricated components, forgings, high production surface finishing.
The machine is designed specifically for economical and productive Descaling, surface finishing and Deburring . The machine has opening of 18” height and 40” width (450x1000 mm).
(Fig - 8)
 |
 |
|
|
| |
| Railway Components
(Fig - 9) |
 |
|
|
|
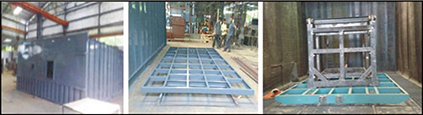
| Room Plant
(Fig - 10) |
 Patel Furnace & Forgings offers variety of Blast Rooms/Plants systems to perform blasting operation inside the cabin. The room dimension are governed by job size automatic and semi automatic recovery system since production condition vary from plant to plant, Every blast room is customer designed. Blast rooms system is made up of blast room enclosure, abrasive recovery system manual or mechanical. Patel Furnace & Forgings offers variety of Blast Rooms/Plants systems to perform blasting operation inside the cabin. The room dimension are governed by job size automatic and semi automatic recovery system since production condition vary from plant to plant, Every blast room is customer designed. Blast rooms system is made up of blast room enclosure, abrasive recovery system manual or mechanical. |
 |
|
|
| Pressure & Suction Hand-Cabinets
(Fig - 11) |
 |
|
| |
| Moulding Technique :
(Fig 5) |
Most popular moulding technique used in India is green sand moulding and About 80% of foundries use this technique. The drawback of this technology is that large amount of sand, sticks on surface of the castings, which are to be cleaned by shot blasting.
Foundry, using cupola has more sand compared to automated foundries. Other technology like CO2 process, has 5 % to 10 % sand sticking to casting because of bad shaking operation, poor property of mould and core there fore shot blasting is quite essential.
There are number of items produced by Indian foundries. Some of them are impeller castings. pump castings, valve bodies & automobile or tractor components like break drum, cylinder head, housings, fly wheel, manifold covers, weighing from 5 kgs to 60 Kgs. or more. To clean these castings it takes 7 to 10 minutes using S-550 (1.4mm) shot. Some other types of castings when hanged on monorail take 15-20 minutes for a lot of 500 Kgs. or more.
Properly designed shot blasting machine will not only clean the castings efficiently, but it will also satisfy the users quality needs and also assure optimum productivity and the lowest possible operating cost. |
|
|
| Shot & Abrasive:
(Fig 6) |
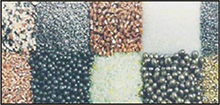 The impact Power and coverage of steel abrasive is governed by its mass and velocity in accordance with equation of kinetic energy. The impact Power and coverage of steel abrasive is governed by its mass and velocity in accordance with equation of kinetic energy. |
|
|


 Shot Blasting Increases Efficiency & surface finish in foundry Industries (3/4)
Shot Blasting Increases Efficiency & surface finish in foundry Industries (3/4)
