|
 Shot Blasting increases Efficiency in Foundry, Forging & Allied Industry (3/4) Shot Blasting increases Efficiency in Foundry, Forging & Allied Industry (3/4) |
Shot Blasting increases Efficiency in Foundry, Forging & Allied Industry
 |
By. Mr. P. A. PATEL
PATEL FURNACE & FORGING PVT. LTD.
A - 2/510, G.I.D.C., Makarpura, VADODARA - 390 010.
E-mail : info@pshotblast.com / sales@pshotblast.com website : www.pshotblast.com M. : +91 9737061333 |
|
|
|
|
| Fig 5 |
 |
|
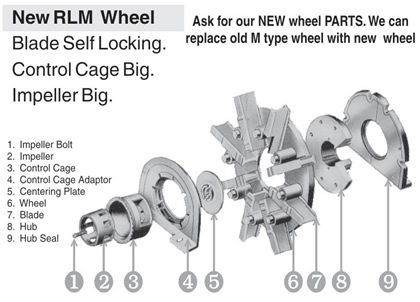
| WHEEL UNIT (Fig - 6) : |
With this increased amount of abrasive being thrown it has become necessary to have wheel, which are capable of lasting a great deal, longer than their predecessor. This has been made possible by introduction of new Hard Alloy Wheels.
In addition it has  been necessary to increase the life of Blades, Impeller, Control Cage, Liners and other parts by using High Chrome Alloy material. This has been possible due establishment of our new Foundry with Induction Furnace, Shell Moulding Machine and Heat Treatment Facility. Very few equipment manufacturers understand importance of wheel and its parts. been necessary to increase the life of Blades, Impeller, Control Cage, Liners and other parts by using High Chrome Alloy material. This has been possible due establishment of our new Foundry with Induction Furnace, Shell Moulding Machine and Heat Treatment Facility. Very few equipment manufacturers understand importance of wheel and its parts. |
|
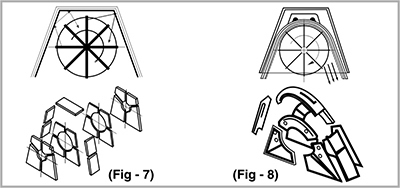
| WHEEL UNIT LINERS (Fig - 7) |
The blast wheel is usually enclosed within a housing serving as a safety guard and abrasive seal around rapidly rotating wheel to minimize wear on the housing, a series of special alloy cast liners are installed inside the housing.
Older wheel Fig-7 consisted of 21 liners where abrasive bounces in uncontrolled manner. In our new RLM Fig-8) wheel only nine liners are installed inside the housing. High chrome liners are approx. 25mm thick with labyrinth type joints providing and abrasive tight seal between the liners and very Long life.
 |
|
|
| NEW ABRASIVE RESISTANT LINING (Fig-8) |
Again due to the fact that more abrasive is being thrown, it has become necessary to completely lined machines with abrasive resistant material. Rubber lining is low cost alternative with poor life.
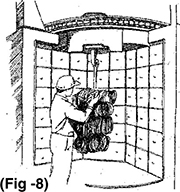
This has been made possible by the use of special high chrome alloy material. These are made in various sizes to provide complete interlocking lining for most types of shot blasting machines. |
|
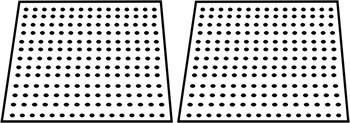
| ALLOY PERFORATED PLATES : |
With the need for increased output it has become apparent that 'Shot Blast Cycle' on the machine must be reduced in effort to give increased output. We have introduced New RLM (Radialok) wheel, which throws more abrasive and consume less power. In this way one machine being able to do the work formerly required by two machines. The new wheel has large control cage and impeller making it possible to throw more abrasive and better and faster cleaning.
|
|
| |
| MOULDING TECHNIQUE : |
Most popular moulding technique used in India is green sand moulding and About 80% of foundries use this technique. The drawback of this technology is that large amount of sand, sticks on surface of the castings, which are to be cleaned by shot blasting.
Foundry, using cupola has more sand compared to automated foundries. Other technology like CO2 process, has 5 % to 10 % sand sticking to casting because of bad shaking operation, poor property of mould and core there fore shot blasting is quite essential.
There are number of items produced by Indian foundries. Some of them are impeller castings. pump castings, valve bodies & automobile or tractor components like break drum, cylinder head, housings, fly wheel, manifold covers, weighing from 5 kgs to 60 Kgs. or more. To clean these castings it takes 7 to 10 minutes using S-550 (1.4mm) shot. Some other types of castings when hanged on monorail take 15-20 minutes for a lot of 500 Kgs. or more.
Properly designed shot blasting machine will not only clean the castings efficiently, but it will also satisfy the users quality needs and also assure optimum productivity and the lowest possible operating cost. |
|
|
|
|
|