|
 New Development in Shot Blasting Process & Maintenance of Equipment (1/4) New Development in Shot Blasting Process & Maintenance of Equipment (1/4) |
New Development in Shot Blasting Process & Maintenance of Equipment
 |
By. Mr. P. A. PATEL
PATEL FURNACE & FORGING PVT. LTD.
A - 2/510, G.I.D.C., Makarpura, VADODARA - 390 010.
E-mail : info@pshotblast.com / sales@pshotblast.com website : www.pshotblast.com M. : +91 9737061333 |
|
|
|
|
The purpose of this technical paper is making foundries more aware about importance of fettling and shot blasting equipment, its design, construction and maintenance. It is useful to MSME units. |
|
|
|
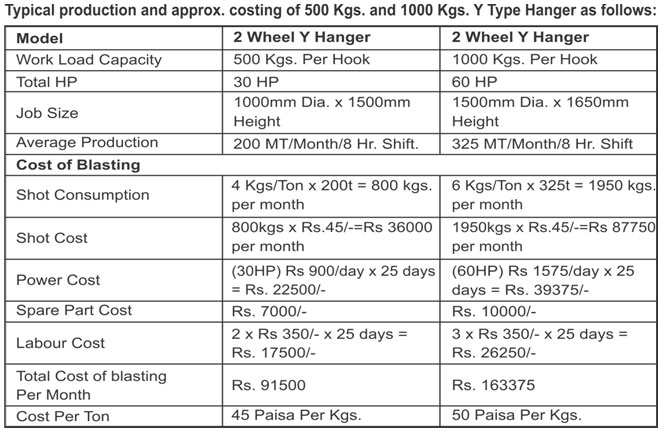
| Most of the foundries think shot blasting and fettling are an out source activity. As soon as castings are cast and cooled, they are loaded on tractor and unloaded at shot blasting contractor`s premises for shot blasting. Many foundries demand fettling and painting also to reduce their cost of man power and improve profitability. Contract based shot blasting out side has many disadvantages. First their machines are procured from small vendors, which are poor in design and quality, having no control on operation. Sometime castings are over blasted or under blasted. If castings are with fins and if they are broken, castings get rejected and create loss to foundry. When you outsource surface finish suffers. Shot blasting contractor normally uses S 660 (170mm) size steel shots (abrasive media) which gives longer life and reduced shot consumption but due to large size, castings get denting, increase in roughness and attract rejection. Sometime due to break down of machine or under maintenance, delivery of blasted castings get delayed 5 to 6 days, affecting dispatches, billing and cash flow of foundry. Most of the places fettling contractor prefers doing shot blasting where machine, space & power is supplied by foundry,Contractor, brings his man power, shot, spare parts and carries out various operations. Two Wheel Y Type Hanger 500 Kgs. and 1000 Kgs. Hook Capacity Shot Blasting Machine. Are the most popular among foundries. |
| |
|
|
|
Two Wheel Y type hanger shot blasting machine (Fig-1) is most suitable for small & medium foundries, where jobs are suspended on trees, hung on manualor motorized trolley. They are carried into abrasive stream; job rotates clock-wise and anticlockwise slowly so that jobs are cleaned from all sides. Upon completion of blasting, door is opened and hanger with blasted components |
 |
| Fig – 1 |
|
|
|
|
|
|
|