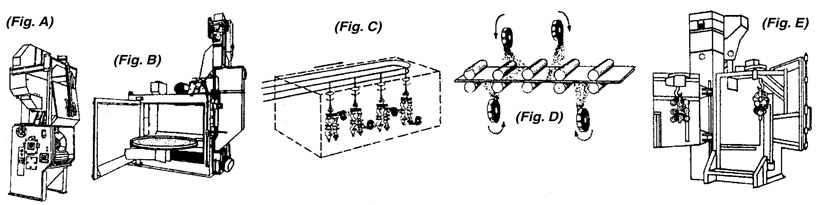
| Roller & Belt Conveyor Machine (Fig. D) : This picture shows plate, sheet or structural shape de-scaling at high speed. Both upper and lower surfaces are shot blasted simultaneously. |
| Door Hanger Machine (Fig. E) : In this machine jobs are hung on the door. The parts are carried into abrasive stream after closing the door. The parts are mounted in front of the wheel. On completion of shot blasting, door is opened and second door with job hung enters the cabinet. In this type of machine, one may get 30 to 40% more production. |
| 4. Abrasive Recovery System and Elevator : The abrasives are recovered at the bottom of the cabinet by means of a screw conveyor and delivered to the base of the elevator, which then carries these to the separator. |
| 5. Separator : Before abrasives enter into the blast wheel for reuse, these have to be cleaned of all contaminants. This is the role of the air separator. |
| 6. Dust Collector : The last essential feature is the filtration, which retrieves dust laden air from the separator and cabinet ventilation system and discharges clean air into atmosphere for pollution free environment. |
|
Shot Blasting Applications |
There are numerous applications of shot blasting machines.
- The first and foremost application is cleaning of cast- ings to remove loose and burnt sand and scale from ferrous and non-ferrous castings.
- Shot blasting process reduces porosity and increases pressure withstanding capacity of aluminium and many other non-ferrous castings.
- Beside this, shot blasting is used for cleaning of forgings, heat-treatment scale and surface of steel structures.
- It is used for surface preparation prior to operations like welding, electroplating, galvanizing, metalliczing, enameling, rubberizing, glass coating, glass etching, shot peening and many other special applications.
|
| Green Sand Moulding is the most popular moulding tech- nique used in foundries. About 90% of foundries use this technique. |
|
|
| A large amount of sand sticks on the surface of the castings, which has to be removed by shot-blasting. Moulds/cores made by other processes like CO2Silicate etc also leave some sand sticking to the cast surface. Shot blasting is needed to remove this sticking sand to clean the casting surface. |
| Typical mass produced castings are pump casings, impellers, valve bodies as well as automotive and tractor components like brake-drums, cylinder blocks, cylinder heads, housings, fly wheels, manifold covers etc. These weigh from 5 kgs to 60 kgs or more. To clean these castingsit takes 7 to 10 minutes using S-550 (1.4 mm) size shot. Some other types of castings when hung on monorail, take 15-20 minutes for a lot of 500 kgs or more. |
| A large number of European and American foundries use No-bake process, Lost Wax process and Lost-Foam process for moulding. There is very little sand sticking on such castings. Hence many overseas shot blasting machine manufacturers may not understand the typical requirement of Indian foundries, and as a result they may not be able to meet guaranteed output at lowest possible operating cost. The costs of overseas machines are 3 to 4 times more than that of Indian machines. Many imported machines have cartridge filters instead of bag filters. The disadvantage of a cartridge filter is that in humid atmosphere sand sticks to the paper. It cannot handle heavy sand load. As a result it chokes frequently. Imported machines may not give any production advan- tage and their spare parts cost may also be very high. |
| Properly designed shot blasting machine will not only clean the castings efficiently, but will also satisfy the users' quality needs and also assure optimum productivity at the lowest possible operating cost. |
|
| Proper Operating & Maintenance Practices |
Survey conducted by us among shot-blasting machine users revealed that seven out of ten users of the shot blasting machines fail to observe proper operating practices, which results in sub-standard finish and poor quality. Their productivity is often 20 to 30% lower than it should be, and operating cost is 30 to 40% higher than it should be.
To provide guidance to such foundrymen about efficient operation of the shot-basting machine now let us study in detail the basic parts of the machine. |
|