ABRASIVE FLOW CONTROL VALVE (Fig-11)
(SOUNDABRATOR) : |
The abrasive flow to each wheel is regulated to match the mechanical capacity of the abrasive reclaiming system and must stay within the Amperage capacity of Electric Motor. Shown air operated Soundabrator which reduces noise level, which is below 85 dB and prevents leaking of shots and it is easy to maintain. reclaiming system and must stay within the Amperage capacity of Electric Motor. Shown air operated Soundabrator which reduces noise level, which is below 85 dB and prevents leaking of shots and it is easy to maintain. |
|
| SHOT PEENING : (Fig-12) |
Shot peening is one of the application for increasing the fatigue life of various components like Coil Springs, Leaf Springs, Gears, Rack & Pinion, Torsion Bar, Connecting Rod, Crank Shaft widely used in auto industries. We See Many trucks broken down on the Road due to Fatigue failure of axle Shaft or Spring, Sometime it results in Serious accidents. This Fatigue can be reduced by adoption of Shot Peening Process.
 |
|
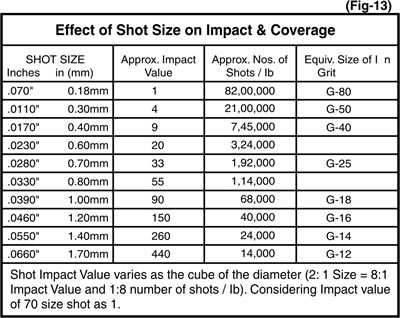
| SHOT & ABRASIVE : (Fig-13) |
The impact Power and coverage of steel abrasive is governed by its mass and velocity in accordance with equation of kinetic energy.
Ke = ½ MV2 (Where Ke = Kinetic Energy M=Mass V=Velocity).
The impact force delivered to the work piece will change only if the mass factor (i.e. the abrasive size) is altered. The relationship of abrasive size to both impact power and coverage is shown in figure
The economy and performance of blast cleaning depends upon the abrasives used. The proper size and type of abrasives and its quality which is most important. |
|
|
The following four factors should be considered while selecting the abrasives
(a) Area of job surface these can clean (b) Quality of work produced (c) Cost of the shots (d) Quality of shot.
|
|
| Chilled Iron Shots : |
| The shots are manufactured by quenching the stream of molten gray iron over high pressure water jet. Its hardness is about 60 Rockwell C.Due to this hardness and quenched structure it fractures and disintegrates very quickly on impact with the work surface. Due to greater amount of dust produced in fracturing process, the part cleaned by chilled iron shot does not have very good finish. Also the maintenance cost is very high. This led to the introduction of malleable iron-, cast steel-, cut wire-shots and heat treated steel shots. |
|
|
| Heat-Treated Steel Shots : |
| The heat treated steel shots are having hardness of 45 Rockwell C (424 Brinell hardness). These are the most suitable for the shot blasting machine. |
|
|
| Deburring Aluminum Castings : |
Die casted components manufactured from Aluminium, Zink & Magnesium Alloys required to be blasted for removing burr and also give asthetic value with aim to obtain even, shiny finish on all sides. Many users prefer stainless steel shot as the consumption is one sixth of steel shot, carbon steel shot give dull grey finish, while stainless steel imparts matt silver finish pleasing to eye. Many auto units like Honda, Bajaj, Endurance are uses stainless steel shots.
 |
|
|
|
| Concluding Remarks : |
| Shot blasting is no more an optional process in a foundry. It provides faster and better cleaning. It saves power, labour, space and also saves on cutting tools and permits better inspection, thus minimizing the rejection of castings. Apart from foundry it is also widely used in many other industries. Proper understanding about the machine, its construction and use enables us to improve its efficiency and utility. Before selecting the equipment it is necessary, to consider above points, spare parts, availability, sales services offered, and many other points. With humble beginning in 1990-in 18 years we have supplied more than 3000 machines for various applications. |
| |
|
|


 Shot Blasting in Foundry & Forging Industry (4/4)
Shot Blasting in Foundry & Forging Industry (4/4)
